1. Introduction
reliable, affordable and clean energy supply is of major importance for society, economy and the environment-and will prove to be crucial in the 21 st century. In this context modern use of biomass (as opposed to traditional use) is considered very promising. The promise includes a widely available, renewable and CO 2 -neutral resource, suited for modern applications for the power generation, fuels and chemicals. Biomass has a distinct advantage over the use of other renewables, like solar cell and wind power, which are restricted because of the intermittent power generation. Biomass is by far the most applied renewable at this moment and a further increase is believed to be possible [1].
The standard of living and quality of life of a nation depend on per capita energy consumption. Bangladesh is a developing country, and is one of the most populated (914 persons/km 2 ) countries in the world. Her per capita energy consumption in 2005 stands at 227 kgOE (kilograms of oil equivalent), which is much below the world average of 1778 kgOE. The energy consumption mix was estimated as: indigenous biomass 60%, indigenous natural gas 27.45%, and imported oil 11.89%, imported coal 0.44% and hydro 0.23% [2] More than 76% of the country's population lives in rural areas, meeting most of their energy needs from traditional biomass fuels. Around 32% have access to electricity, while in rural area the availability of electricity is only 22%. Only 3-4% of the households have connection of natural gas for cooking purposes. Only about 2-3% households use kerosene for the same purpose and the rest (over 90%) of people depend on biomass for their energy needs [3]. Due to mitigate the large demand of electricity, there are lots of power plants established every year in Bangladesh. Most of the power plants are steam based. So, a large amount of furnace oil is required for running a boiler. Pyrolysis oil can be used both as furnace oil and fuel oil for cooking purpose. Pyrolysis oil has been successfully tested in engine, turbines and boilers, and been upgraded to high quality hydrocarbon fuels although at a presently unacceptable energetic and financial cost. Thus, it is crucial to find out alternative and sustainable resources such as pyrolysis oil to mitigate the energy crisis in Bangladesh.
2. II.
3. Pyrolysis and its Chemical Reaction
Pyrolysis is an attractive method to recycle scrap tires has recently been the subject of renewed interest. Pyrolysis of tires can produce oils, chars, and gases, in addition to the steel cords, all of which have the potential to be recycled. Tire pyrolysis liquids (a mixture of paraffins, olefins and aromatic compounds) have been found to have a high gross calorific value (GCV) of around 41-44 MJ/kg, which would encourage their use as replacements for conventional liquid fuels [4,5,6]. In addition to their use as fuels, the liquids have been shown to be a potential source of light aromatics such as benzene, toluene and xylene (BTX), which command a higher market value than the raw oils [7,8]. Similarly, the liquids have been shown to contain monoterpenes such as limonene [1-methyl-4-91-methylethenyl)-cyclohexene] [9,10].
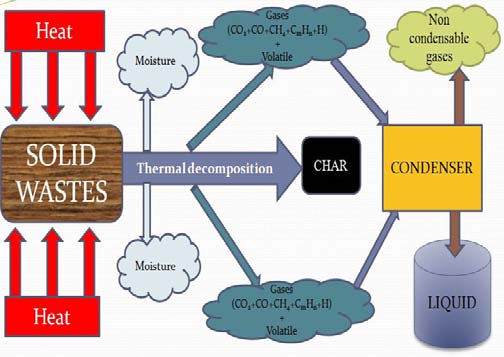
Figure 1 : Thermal decomposition of organic solid wastes Pyrolytic char may be used as a solid fuel or as a precursor for the manufacture of activated carbon [11,12]. It was found that another potentially important end use of the pyrolytic carbon black (CBp) may be as an additive for crude bitumen [13]. Some of the previous research group studied the composition of evolved pyrolysis gas fraction and reported that it contains high concentration of methane, ethane, butadiene and another hydrocarbon gases with a GCV of approximately 37 MJ/m 3 , a value sufficient to provide the energy required by the pyrolysis process [14].
4. Pyrolysis Technology using an Opaque Reactor Preheated by Solar Energy
Though pyrolysis is not a new technology in this modern age, it is not so familiar yet using solar energy especially in case of opaque reactor. Some works have been carried out using transparent reactor made of glass implementing green house effect. But these are not suitable for mass production as the reactors made of glass cannot carry much load. To solve this problem an Working Procedure a) With the Preheated Reactor by Solar Energy
? The reactor was poured with desired amount of biomass products (tyre). ? Then the atmosphere into the reactor was made inert with the aid of nitrogen. ? The reactor was heated up to 112°C with solar energy which was concentrated by the parabolic solar collector, magnifying glasses and side glasses also. ? After that the reactor was heated up to 285°C using fuel using electric heater. At this moment pyrolysis was started. Then the temperature was increased up to 350°C. ? The gaseous products after burning were condensed into the condenser using condensing water. ? The nitrogen gas was supplied within a regular interval so that burning could not take place into the reactor. ? After condensing, the oil was gotten with some portion of flue gases which were burnt for the safety of atmosphere. ? After burning the solid product (char) was gotten in the reactor.
? After finishing the tire pieces into the reactor completely, new tire pieces were fed again to continue the process.
5. b) Without using Solar Energy
In this case, similar process from (d to i) were done again and two processes were compared. Similar operations were performed for 3 times for both partially using solar energy and without using solar energy to calculate the average value.
6. Global Journal of Researches in Engineering
7. VI. Calculation
For the first observation Ambient temperature=40.5°C Amount of feed material =500gm Amount of pyrolysis oil=190gm a) Pyrolysis Without Solar Energy Total working time =110 minutes Energy consumed =110*60*1500 J =9900000 J Energy consumed =81*60*1500 J =7290000
So, the save is 26.36 % i. For the Second Observation
Similarly the percentage of saving is 25.79
ii. For the Third Observation
Similarly the percentage of saving is 25.29 Hence, the average saving of energy is 26%.
V.
8. Result and Discussion
9. a) Result
The average saving of energy is 26%.
10. b) Discussion
There are various graphs shown below to describe the relation among various parameters and these are also drawn to express the reasons of their relations.
Save for 9900000 J is (9900000-7290000) J Save for 100 J is (9900000-7290000)*100/9900000 J =26.36J Since in case of preheating the temperature inside the reactor is increased with the increase of ambient temperature at approximately proportional rate. And at the initial time the temperature inside the reactor is same with the ambient temperature. For this reason it starts with a certain initial temperature which is equal to the ambient temperature. When the ambient temperature is comparatively higher then increasing temperature inside the reactor was also higher than other. Since the recovery starts at a certain temperature, in case of solar energy this certain temperature is obtained after sometimes comperatively to the conventional process. But after getting this temparatrure with the help of electrical energy the recovery rate is approximately same and for this reason the curves patterns are also approximately same. Since temperature inside the reactor is a proportional function with the ambient temperature up to a certain range and after that the increasing rate is lower than previous increasing rate, the curve is like to that pattern.
11. Conclusion
Experimentally it has been seen from result that the cost and energy was saved by 26 % approximately than the conventional process. That contains a good probability to make more profit. And this process may become more attractive commercially and beneficial in the developing countries. From the comparison in table 1, it is seen that the properties of tire pyrolysis oil obtained by authors are quite similar to diesel. That is why, there is a great possibility to use tire oil as an alternative of diesel. Though obtained properties of tire pyrolytic oil are comparatively lower than diesel, but if some treatments are taken then it will be useful as diesel. That will be helpful to meet the demand of fossil oil in future. Though treatment may increase the oil cost





| waste tires [15] | ||||
| Proximate analysis (wt %) Elemental analysis (wt %) | ||||
| Moisture | 0.82 | Carbon (C) | 80.30 | |
| Volatile | 62.70 | Hydrogen (H) | 7.18 | |
| Fixed carbon | 32.31 | Nitrogen (N) | 0.50 | |
| Ash | 4.17 | Oxygen (O) | 8.33 | |
| H.C.V | 33.30 | Others | 3.69 | |
| (MJ/kg) | ||||
| Pyrolysis can be presented by the following equation | ||||
| CaH b O c + Heat | H 2 O + CO 2 + H 2 + CO + CH 4 + C 2 H 6 +CH 2 O +.???...?+ Tar(liquid oil) + Char | |||
| The three classes of products of pyrolysis, then, are | ||||
| volatiles, tar and char. | ||||
| III. | ||
| products and application | ||
| Technology | Primary | Example of |
| product | application | |
| Pyrolysis | Gas | Fuel gas |
| Liquid | Liquid fuel and | |
| Solid char | chemical | |
| Liquefaction | Liquid | Solid fuel or slurry |
| Gasification | Gas | fuel |
| Combustion | Heat | Liquid fuel |
| substitution | ||
| Fuel gas | ||
| Heating | ||
| some treatments and its comparison with diesel | ||
| Analysis | Tire pyrolytic oil Diesel [16] | |
| Kinematic viscosity | 3.1 | 2.61 * |
| at 35 0 C (cSt) | ||
| Density (kg/m 3 ) | 920 | 827.1 * |
| Flash Point ( 0 C) | 56 | 53 |
| HHV(MJ/kg) | 42.24 | 45.18 |
| *at 20 0 C | ||