1. INTRODUCTION
he rate at which a company produces goods or services in relation to the amount of materials and number of employees needed. This is usually expressed in ratios of inputs to outputs. That is (input) cost per (output) good/service. For calculation purpose, expression of productivity is: Productivity = Output/ Input ERGONOMICS (or human factors) is the scientific discipline concerned with the understanding of interactions among humans and other elements of a system, and the profession that applies theory, principles, data and methods to design in order to optimize human well-being and overall system performance. Ergonomics is employed to fulfill the goals of health and productivity. Proper ergonomic design is necessary to prevent repetitive strain injuries (RSI), which can develop over time and can lead to long-term disability MAYNARD OPERATION SEQUENCE TECHNIQUE (M.O.S.T) is a predetermined motion time system that is used primarily in industrial settings to set the standard time in which a worker should perform a task.
The main objective is to achieve OPTIMIZATION of the system with integration of M.O.S.T. and Ergonomics.
2. II.
3. Literature Review
4. Foundation
The foundations of the science of ergonomics appear to have been laid within the context of the culture of Ancient Greece. A good deal of evidence indicates that Greek civilization in the 5th century BC used ergonomic principles in the design of their tools, jobs, and workplaces. One outstanding example of this can be found in the description Hippocrates gave of how a surgeon's workplace should be designed and how the tools he uses should be arranged. The archaeological record also shows that the early Egyptian dynasties made tools and household equipment that illustrated ergonomic principles.
5. th Century
In the 19th century, Frederick Winslow Taylor pioneered the "scientific management" method, which proposed a way to find the optimum method of carrying out a given task. Taylor found that he could, for example, triple the amount of coal that workers were shoveling by incrementally reducing the size and weight of coal shovels until the fastest shoveling rate was reached. Taylor examined, through time and motion studies, how people carried out their activities, what movement they made and how much time it took. Next he determined how all operations could be executed as effectively as possible to produce as much as possible in the minimum amount of time. That is what is called the 'Taylor system', resulting of course in rushed systems, assembly line production etc.
6. iii. Early 1900s
Frank and Lillian Gilbreth expanded Taylor's methods in the early 1900s to develop the "time and motion study". They aimed to improve efficiency by eliminating unnecessary steps and actions. By applying this approach, the Gilbreths reduced the number of motions in bricklaying from 18 to 4.5, allowing bricklayers to increase their productivity from 120 to 350 bricks per hour.
1935 -Essential progress, during the world war when many pilots were required and airplanes became increasingly complicated, it was discovered that the cockpits were not adequate i.e. logically organized, causing accidents to happen. This was an essential push in the progress of ergonomics. Edwin Link developed the first flight simulator. The trend continued and more sophisticated simulators and test equipment were developed. Another significant development was in the civilian sector, where the effects of illumination on worker productivity were examined.
This led to the identification of the Hawthorne Effect, which suggested that motivational factors could significantly influence human performance.
1949-Origin -The name ergonomics officially proposed at a 1949 meeting of the British Admiralty (July 12), by Prof. Hugh Murrell. The name 'Ergonomics' officially accepted in 1950. The name Ergonomics was derived from the Greek words: Ergon -work; Nomosnatural law. First use of the word actually can be traced to a series of four articles written by Prof. Wojciech Jastrzebowski in Poland in 1857.
1952-The Ergonomic Society was formed in 1952 with people from psychology, biology, physiology, and design in Britain.
1957-The Human Factors Society was formed in 1957. In the US "human factors engineering" was emphasized by the US military with concentration on human engineering and engineering psychology. US efforts also focused on the "role" of an individual within a complex system. Paul M. Fitts developed a model of human movement, Fitts's law, based on rapid, aimed movement, which went on to become one of the most highly successful and well studied mathematical models of human motion.
1960-First applied industrial ergonomics group was established by Harry along with Dr. Charles Miller in United States.
1965-The period saw a maturation of the discipline. The field has expanded with the development of the computer and computer applications.
1976-Christensen gave review of ergonomics, expresses the view that the fact that early man specially selected pebbles, made scoops from bone and fashioned tools and utensils in general, is an indication that those early hominids showed 'specific, intelligent reactions to the interactions between man and his environment', something that he considers is the very essence of ergonomics. 1980s-Decade of HCI and software ergonomics.
. 1983-Editorial in Ergonomics concerns the issue of attempts to define ergonomics "The strength of ergonomics is that it does not consider the findings from one discipline to be an irrelevance to the conclusions drawn from another; it is the interaction between the disciplines that makes ergonomics." Brazilian Ergonomics Society (ABERGO) founded on November 30.
1984-An informal group of the Irish Ergonomics Society was formed in October 1984 and in March 1985 was accepted as a Regional Group of the UK ii.
. [8] 1982-Office of President of the Society constituted. The Israel Ergonomics Society (IES) founded. 2002-Macro Ergonomics was defined by Hendricks and Kleiner .The Ergonomics Process model presented takes a "top down" approach to the design of work systems that carry through to the humanmachinesoftware interface within the organization. It also takes a "bottom up" approach by engaging employees in the process from the beginning.
7. Ergonomics Society
2004-Lean manufacturing principles were introduced by Liker which strive to eliminate waste, errors and unnecessary actions and include only those value-added components to enhance the process flow.
2007-The Ergonomics process model was implemented .
JULY 2009-The Japan Ergonomics Society as a general corporate juridical body was founded. JUNE 2010-The 1 st annual general meeting of members was held (during the 51 st conference of the JES at Hokkaido University).
Till 2013-55 institutes are been established for research and study in various displines of ergonomics.
8. III.
9. Proposed Methodolgy a) The Concept of Ergonomics
Ergonomics is the study of designing equipment and devices that fit the human body, its movements and its cognitive abilities. Ergonomics is concerned with the 'fit' between the user, equipment and their environments. It takes account of the user's capabilities and limitations in seeking to ensure that tasks, functions, information and the environment suit each user.
10. b)
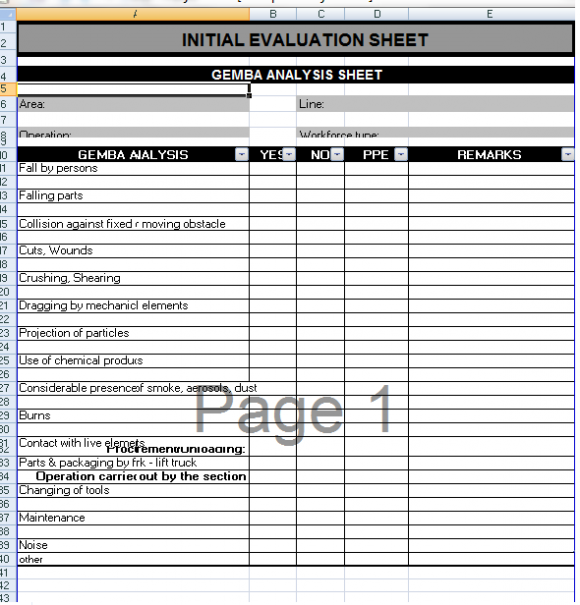
? GEMBA Analysis Check Sheet
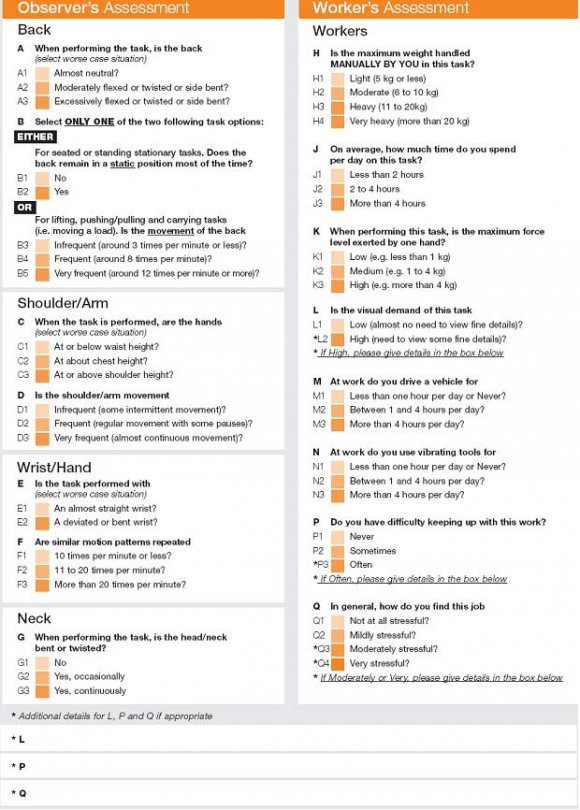
? Posture Analysis Check Sheet
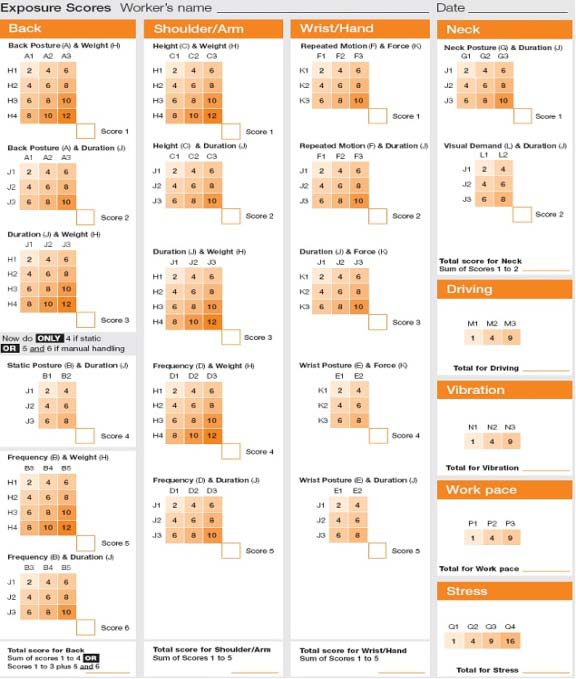
? Scoring sheet on the basis of posture analysis check sheet
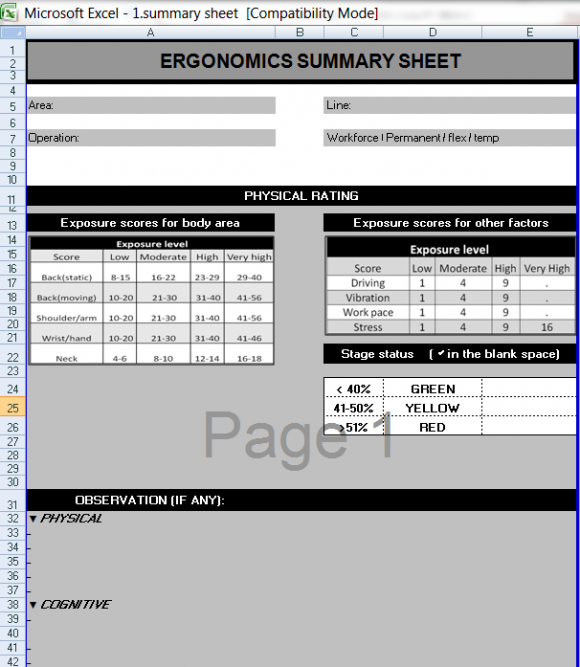
? Summary sheet on the basis of scoring sheet.
Here the ergonomic study of any system is done with the help of 4 sheets which decides the fitness of any Unit on the basis of-1. Safety of the worker with respect to the working environment, machinery and equipments. The percentage achieved is checked on the basis of Y.G.R Analysis i.e. <40% GREEN, 41-50% YELLOW and >51% RED.
c) The Concept of M.O.S.T.
It was considered that all manual operations were combinations of basic elements. So these were isolated and identified so that methods could be accurately explained and improved. It was reasoned that to reduce the motion of a task was to reduce the effort and time to perform the task. The result is higher production and increased service level.
M.O.S.T. is used primarily in industrial settings to set the standard time in which a worker should perform a task. To calculate this, a task is broken down into individual motion elements, and each is assigned a numerical time value in units known as time measurement units, or TMUs, where 100,000 TMUs is equivalent to 1 hour. All the motion element times are then added together and any allowances are added, and the result is the standard time. It is much easier to use form of the older and now less common Methods Time Measurement technique, better known as MTM.
Example-walk three steps and pick up a light package from the floor arise and place the package with some adjustments on a scale to be weighed.
11. ? The General Move Sequence Model
? The is used for the spatial movement of an object freely through the air.
12. Controlled Move Sequence Model
? The is used for the movement of an object when it remains in contact with a surface or is attached to another object during the movement (e.g., the movement of the object is controlled).
Tool Use Sequence Model is used for the use of common hand tools. All time values established using MOST reflect the effort of an average skilled, trained operator working at an average performance level or normal pace (3 Miles per Hour). This is often referred to as the 100% performance level that in MOST of skill and effort. Therefore when using MOST, it is not necessary to adjust times unless they must conform to particular high task plans used by some companies. This also means that a properly established time standard, using MOST, MTM or stopwatch study, will give nearly identical results in TMU.
IV. 1
13. EXPERIMENT AND RESULT
Total time required for complete manufacturing of 1 piece of shocker head is 7.17 mins According to our calculations ? Visibility problems of fitment especially in taking videos for the MOST. ? Safety risk involved on the line due to the use of heavy load machines. ? To cope up with the rate of production. ? Work on some stations was not according to the station description card of that station.
V.
14. Conclusion
The purpose of this RESEARCH was to give an idea of the basic functioning of a real industry. This ANALYSIS has not only given an exposure to the various techniques employed in production units but also has added a new dimension to vision of knowledge. It has given the basic idea of the working of an industry and the core of every industry lie its fundamentals MAN MACHINE AND MATERIAL and how the cohesion between them is needed for the smooth running of any industrial organization.
The productivity of any system depends on the INPUT and OUTPUT associated with the work function. Hence for the overall OPTIMIZATION of any system requires- the fitness of the worker so that it may not lead to any temperamental or chronic hazard as well as VA/NVA of the product is calculated so that least value of NVA is invested per product.
15. Hence Ergonomics helps in complete WORK
FORCE MAANGEMENT of the system. So together the integration of M.O.S.T and ERGONOMICS leads to OPTIMIZATION of PRODUCTIVITY.

| Problem | |||||
| Problem | KNURLING | Implementation SHOCKER HEAD | |||
| 6% | |||||
| SHEARING OF SHEET | |||||
| 15% | |||||
| BLANKING | |||||
| FACING | 15% | ||||
| 43% | SINGLE HOLE | ||||
| PUNCHING | |||||
| 3% | |||||
| DEEP DRAWING | |||||
| LABELLING OF | 4% | ||||
| EMBOSSING | CODES DOUBLE PUNCHING | IMPRESSION | |||
| 4% | 3% | 3% | 4% | ||
| Implementation | |||||
| ) | |||||
| A | |||||
| ( | |||||
| Result | |||||