1. Introduction
he programming of CNC based on standard programming languages. It turns out that these standards are not complete. The directors of CNC (DNC) to adapt the specifications of their machines. The standards describe programming languages also called commands. Each builder DNC trying by all means to differentiate its products from those of competition, and develop the standard programming languages [1].
The program content is developed with reference to the ISO standard for machine language frequently in control manager regarding the specificities of each manufacturer DNC. Since each manufacturer control manager tries by all means to differentiate its products from those of the competition and develops programming languages standard FANUC SINUMERIK, NUM, SIEMENS, PHILIPS, BOSCH, FAGOR, MAZOL, .
A set of tutorials enabling the discovery and language learning machine was developed highlighting some functions preparatory core and CNC technology. We can quote EMCO, DENFORD, PROCAM, Tour Assistance, the ARDEM (Association for Research and Development Multimedia Computer Education) who developed three tutorials (CONCEPT CN CN DIDA, IPMO), the association MECAPASSION, DS, SOLIDCONCEPTER software provides several commands, using the operator command is equivalent to choosing the post desired processor. Orders and REALMECA FAGOR offer intuitive tools to machines, using a group technology based on statements of form (dot machining operations). Other work has been developed to provide the learner the basics of CNC programming, but limited to one language [2].
This work aims to study the incompatibility of NC commands the most used and the development of a tool for NC programming in a CAM environment.
2. II.
3. Incompatibilities Address
The most common standard is the ISO standard (ISO 840) which defines the alphabet based on the ASCII code and additional standards that define the programming format (ISO 1056, 1057, 1058, 1059, 2539) [3].
Table 1 shows some differences in codes with two names for the same code [4,7].
4. G98
Feed (minute) Return to starting point Some manufacturers of DNC (FANUC, FAGOR) use the same code in turning and milling for two different designations such as for Fanuc and different codes for the same designation. These differences are even more pronounced in the case of FAGOR. To the SINUMERIK, the same codes are generally used for the same designations. As for the NUM control, using the ISO code, there have been no differences in designation for the same code.
With the exception of preparatory functions and auxiliary functions, the result after the statistical study of these addresses the following [5,10] Faced with a likely lack of consultation and a fierce business competition, it continues to see a nonuniformity of language difficulties caused by the programming of CNC [6]. Hence the importance of developing a tool for NC programming for different orders.
5. III. Statistical Study on nc Addresses
The programming of CNC machines based on standard programming commands. These standards are incomplete. Builders directors CNC fit the specifications of their machines.
NF standards (ISO 6983-1) (NF Z68-037), NF [ISO 4342] describe programming languages [8]. These are inconsistencies despite numerous standardization efforts.
Figure 1 shows a general representation of incompatibilities NC addresses for different commands studied [10] .
6. Tool Developed
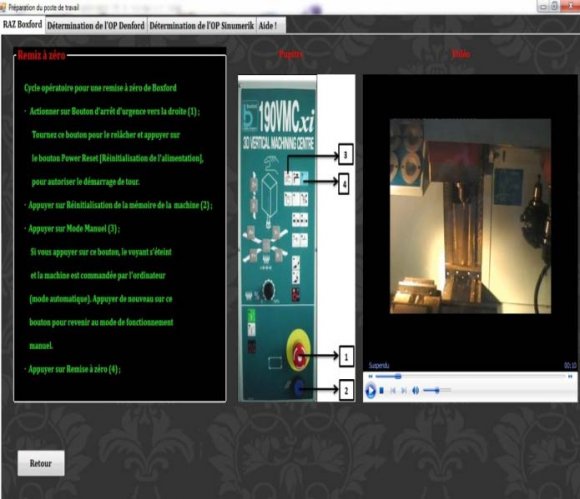
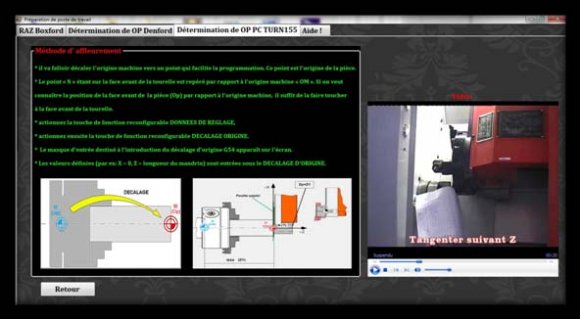
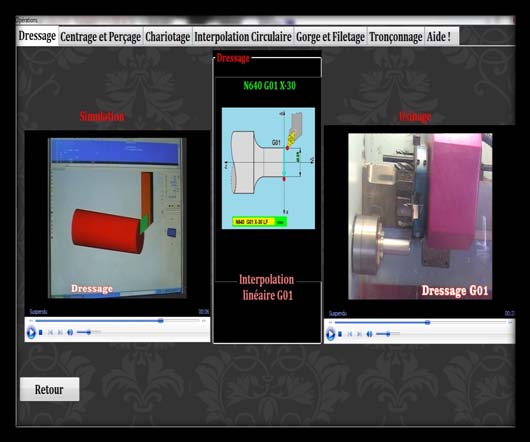
To overcome the problems posed by these inconsistencies, contributing to an educational module for NC addresses for FANUC SINUMERIK NUM FAGOR in turning and milling commands has been developed. This tool has several functions, which are: ? Preparation of the workstation (Figure 2); ? Examples of machining operations such as:
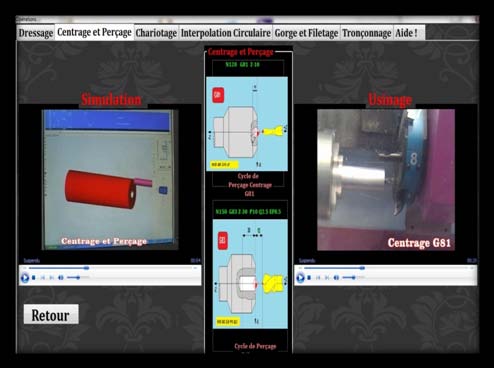
? Training (Figure 3); ? Bore (Figure 4);
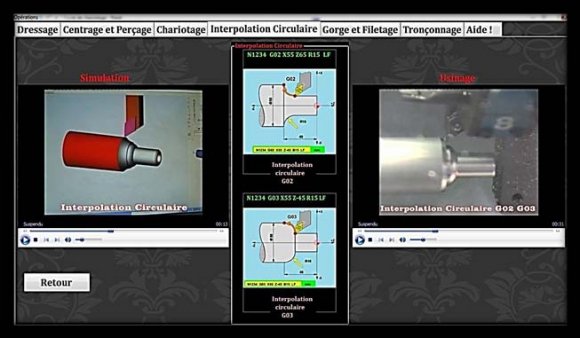
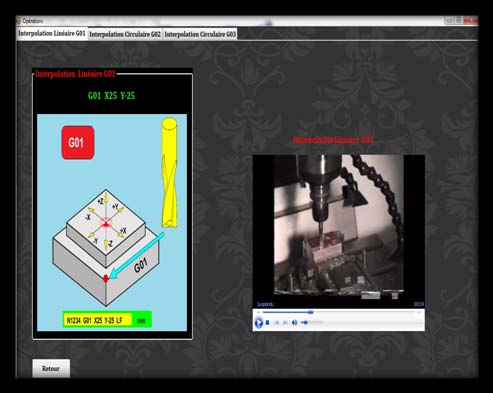
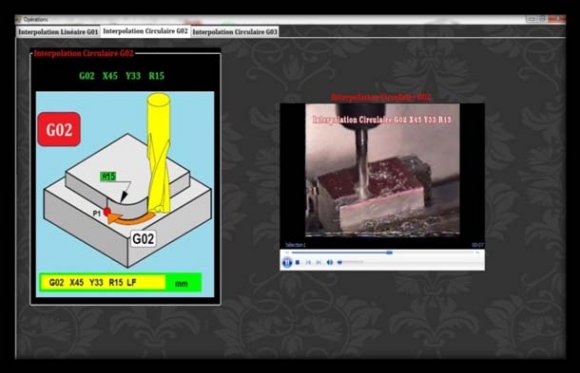
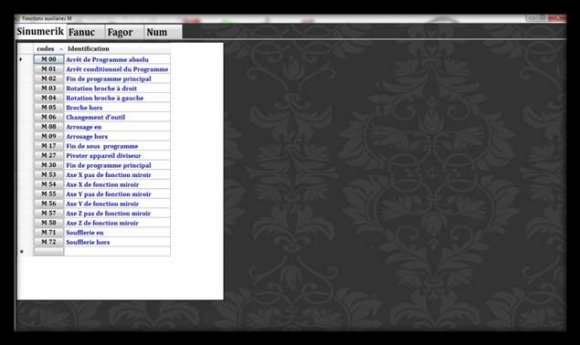
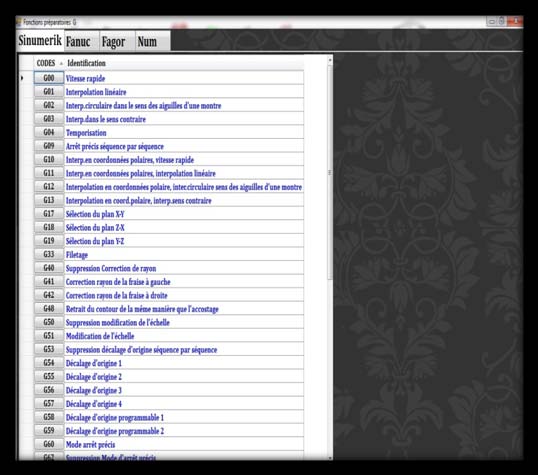
? Circular interpolation (Figure 5 , 6); ? Linear interpolation (Figure 7); ? Designation of preparatory functions after choosing "control / operation" and the "G -code" (Figure 8) ? Designation of auxiliary functions after selecting the "control" (Figure 9); ? Identification of all addresses A to Z (Figure 10 V.
A 2% B 4% C 3% D 3% H 4% F 3% I 5% J 3% K 11% L 3% N 5% O 1% P 11% Q 6% R 12% T 1% U 2% V 1% W 2% X 7% Y 3% Z 6% A B C D H F I J K L N O P Q R T U V W X Y Z ( ) A Year7. Conclusion
A statistical study has been to highlight the differences and incompatibilities between the addresses of the various commands. We find that 62.50% of the addresses using one or two appointments, while the remaining addresses, or 37.50%, using four to nine nominations. This study could be used as a criterion of choice of material depending on the desired goal. About a third of the addresses do not change regardless of the order designations used. The syntax for writing a block of program database used for the development of an adaptation module of machining instructions To help the programmer to develop a machining program in different order, a tool was developed. This tool has several functions. The first function is to seek designation of preparatory functions after selecting the command "/ operation" and "G-code" and axillary functions. The second function allows the identification addresses with writing syntax desired codes. The third function processes Automation of various cutting parameters. The fourth function is devoted to the simulation of machining programs.

| designation | ||
| Codes | Turning | Milling |
| G76 | Threading cycle | bore |
| G90 | Removal cycle | absolute programming |
| G92 | Threading cycle | absolute programming |
| G94 | Face turning cycle | Feed (minute) |