1. Introduction
he present industrial trend of manufacturing low cost low-to-medium volumes of modular products with high variability demands manufacturing systems with flexibility and low delivery times. This led to manufacturing systems with small batch productions, low setup times and many decisional degrees of freedom. Those systems are flexible manufacturing systems (FMS). They are highly automated systems with many redundancies, thus allowing for many degrees of freedom in the decision process. Even though there are no universally accepted definitions of FMSs, according to what is proposed by Tempelmeier and Kuhn (1993) and Viswanadham and Narahari(1992) an FMS is composed of:
? Numerically controlled (NC) multipurpose machine, with automated tool exchange.
? Automated materials and tools handling system (MHS), made by conveyor belts, automatic guided vehicles (AGV), industrial robots, etc.
? Load and unload stations that manage the loading and unloading of parts (loaded parts are fixed on pallets);
? Inspection stations (for quality control);
? Storage areas like input, output and input-output buffers for every machine, or centralized buffers;
? Tools storage areas;
? Hierarchical control system that manages the MHS, all the parts and tools movements and loading and unloading of parts in stations and machines.
A FMS has some built in "hardware" redundancies that should give it the necessary flexibility. These redundancies, although useful, create difficult control problems, i.e. the search for the "best" action to take in a particular situation. The real problem in achieving the desired flexibility presently consists of finding a correct "solution" of the control problem. Such a problem is typically divided into three hierarchical problems characterized by the time frame they refer to long, medium and short-term control. This study will focus on the short term control, or scheduling, problem. The most appropriate control of an FMS requires real time control and state feedback. This way all the dynamic characteristics of the system are taken into account. This means that job schedules cannot be predetermined (i.e., predictive scheduling) but they need to be adapted to the current state and goals during the evolution of the system (i.e., reactive scheduling). Moreover, the best decisions can be taken by using all the available information on the state of the system.
In practice, human experts are the ones that, by using practical rules, make an FMS work to the desired objective. This leads to the idea of a scheduling approach that mimics the behavior of human experts, that is the emerging field of intelligent manufacturing. The literature offers a wide variety of intelligent techniques for the scheduling of manufacturing systems. Namely, fuzzy logic systems (FLS), artificial neural networks (ANN), genetic algorithms (GA), artificial intelligence (AI) and hybrid systems are used in scheduling. AI based systems (i.e., more precisely expert systems) are useful in scheduling because of their ease in using rules captured from human experts, even though presenting some limitations.
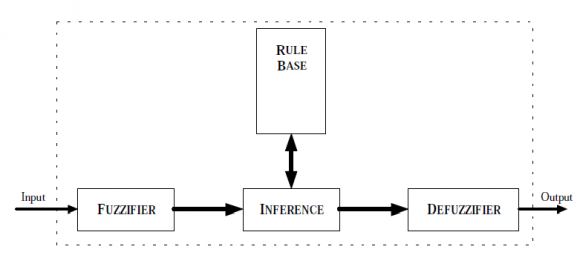
Fuzzy logic has the ability to simultaneously consider multiple criteria. Furthermore, the advantage of the fuzzy logic system approach is that it incorporates both numerical and linguistic variables. In this paper, we apply fuzzy logic to simulate FMS. The fuzzy based simulation, in this paper, is designed to solve the problem of determine the job sequence and selecting the best part route. The simulation via a fuzzy model is shown in figure 1.
Fig. 1 : Structure of a Fuzzy Logic System Fuzzy logic, which was introduced by Zadeh (1965), has been applied to various industrial problems. The advantage of the fuzzy logic system approach is that in incorporates both numerical results from previous solutions or simulation and the scheduling expertise from experience or observation or hypothetical data, and it is very easy to implement. Several Fuzzy logic based scheduling systems have recently been developed. Using fuzzy logic to control flexible manufacturing systems seems very appropriate due to its simplicity in dealing with uncertain data, along with the multi-objective nature of the problem. Hintz and Zimmermann(1989), are probably the first to propose a production planning and control system that uses fuzzy set theory. The interesting part of their work consists in the application of approximate reasoning techniques to both the sequencing and the priority setting problems. The authors develop a hierarchy of elements that are important to make a decision in both cases. Those elements become the antecedents of the fuzzy rules in the scheduling procedure. This methodology is quite general, thus it can be easily modified and extended by changing the antecedents. The consequent of the rules are the next job to be entered into the system (sequencing) or to be processed (priority setting). Angsana and Passino (1994) seem to be the first to have a more systematic approach to the problem. They present a fuzzy controller for the priority setting problem along with a procedure that can be used for both design and adaptation. Watanabe et. al (1997) proposed a fuzzy scheduling mechanism for job shops, that they name FUZZY. The only problem that they actually attack is the priority setting problem for a free machine choosing in its buffer the next job to serve. Grabot (1993) proposed a routing mechanism that embodies expert knowledge and that reacts to resource failures by using fuzzy logic and possibility theory. Angsana and Passino(1994) proposed a new scheduling technique which was designed to emulate human scheduler. The implemented Fuzzy Conroller (FC). Sentieiro use fuzzy set theory in a non-classic approach called FLAS (fuzzy logic applied to scheduling) for short term planning and scheduling. learning from fuzzy rules and previous solutions. In this research work, Fuzzy logic is applied to generate a fuzzy scheduling model in order to select the best job sequence and part routing for the jobs II.
2. Fuzzy logic in Job Sequencing and Routing
The present industrial trend of manufacturing low cost low-to-medium volumes of modular products with high variability demands manufacturing systems with flexibility and low delivery times. This led to manufacturing systems with small batch productions, low setup times and many decisional degrees of freedom. The scheduling problem consists of several decisional points. A first division into four parts can be made:
? Timing: that is, when to insert a part into the system;
? Sequencing: that is, defining the order with which different parts (batches, orders) are inserted into the system;
? Routing: that is, defining the route (machine, AGV, etc.) for a part in presence of alternatives;
? Priority setting: that is, defining a priority for parts, machine and resources in general so that a choice is directly implied.
The Fuzzy scheduler considers two particular rules in the scheduling problem: Sequencing of job and routing. The sequencing of jobs was approached using fuzzy controllers having rules with three antecedents (Processing time, Due date and Profit over Cost) and one consequent (Priority). The FLSs determine the priority of each job waiting for loading or in a machine buffer, so that whenever the load station or the machine are free the job with the highest priority among those waiting is chosen. The last decisional point that was considered is the routing problem, that is, the choice of one among many possible routes. In the problem considered this is equivalent to choosing the machine for next processing of a job, among the possible alternatives for that job.
The following assumptions on the FMS were made:
1. Tool management is not considered, i.e. it is supposed that all the tools are available where needed. 2. Failure of workstations and/or transport systems is not considered, i.e., the machines and/or transport subsystem are not subject to failure.
3. Orders arrive to the FMS as Poisson processes
with a fixed inter-arrival time. 4. Production of orders occurs in batches, and the movement of the whole batch is considered, so that batch dimensions are not important.
5. Setup times are independent of the order in which operations are executed, i.e. they are constant and embodied in the operation times of each job (batch). 6. There are as many pallets and fixtures as are needed (this assumption is mitigated by the fact that the number of jobs in the system is constantly controlled). 7. The routing of every job is random and directly defined as a sequence of workstations the job has to go through. Thus, the route of a job is not defined in terms of the operations needed by the job. In other words, every operation corresponds directly to the workstation that will execute it, i.e., the routing is defined as a sequence of workstations (i.e., workstation 1, 5, 6, 2). 8. There can be multiple routing choices, i.e. at a certain point a job can be equivalently sent to different workstations (as specified in its routing plan) having different processing times. 9. Loading, unloading and processing times are random. 10. Due dates are assigned according to the total processing time of a job. 11. Each workstation can work only one job at a time. 12. The transport system is composed of automated guided vehicles (AGVs) and each AGV can transport only one job at a time. 13. Neither the weight of a piece nor the dimension of a batch affects the speed of AGVs, which is assumed to be constant. 14. Every workstation has one input buffer and no output buffer, therefore it will be free as soon as there is one free AGV that can transport the processed job to another workstation. 15. Delays in accessing the state information are neglected. 16. Among all the possible scheduling rules (Fanti contains a list of rules for a quite general FMS), the following are considered: ? Sequencing for a job (selection of a piece among those waiting to receive service from a machine); ? Routing decisions concerning the next required workstation.
III.
4. Problem Definition
The FMS described in this paper consists of 4 different CNC machining centers with finite local buffer capacity, all capable of performing the required operations on each part type, a load/unload station and material handling system with an automated guided
5. Global Journal of Researches in Engineering
6. 35
7. ( A )
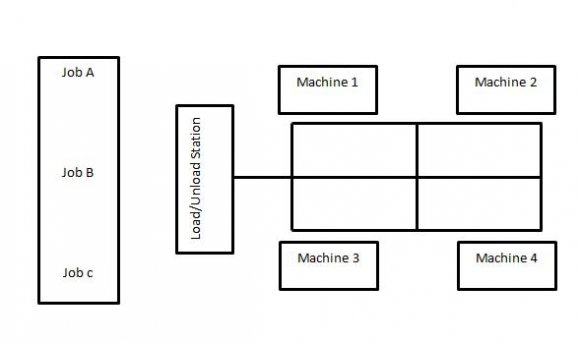
as shown in Table 1. It is assumed that it takes 3 minutes to load and unload a part on a pallet at load/unload station. The time to cross the distance between two consecutive MCs is assumed to be 0.5 minute. The arrangement of the FMC hardware is shown in Figure 2.
8. Fig. 2 : Diagram of the Case Study
Each machine is capable of performing different operations, but no machine can process more than one part at a time. Each part type has several alternative routings. Operations are not divided or interrupted when started. Set up times are independent of the job sequence and can be included in processing times. The scheduling problem is to decide the sequence of the jobs and which alternative routes should be selected for each job.
9. IV. The Fuzzy Based Simulation Model
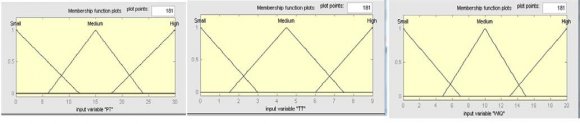
Proposed approach of this research is to identify different scheduling parameters such as, processing time, due date and profit over cost for Job sequencing and processing time, travel time, work in que for routing and construct their membership functions and fuzzy rules. Using these membership functions and fuzzy rules a fuzzy interference system (FIS) is developed to identify the priority of jobs and to identify the best route using MATLAB fuzzy logic toolbox.
Three variables are selected to identify the job priority, named, processing Time In case of job sequencing, the variables of processing time, due date and profit over cost have three states each. The total number of possible ordered pairs of these states is 27. For each of these ordered pairs of states, we have to determine an appropriate state of variable job priority. A convenient way of defining all required rules is a decision table, which is given below. In case of route selection, the variables of processing time, work in queue and travel time have three states each. Similar to job sequencing, the total number of possible ordered pairs of these states is 27 and or each of these ordered pairs of states, we have to determine an appropriate state of variable route priority. The decision table is given below, V.
10. Global Journal of Researches in Engineering
11. The Experimental Result
Three jobs are considered here with three different processing times, due dates and profit over costs. They are determined based on customer requirements and the cost of the raw materials needed to finish the jobs. Processing time here is the ideal time, means time needed if it was machined in just one machine. The overall system comprises 4 different CNC machining centers (MCs), all capable of performing the required operations on each part type, a load/unload station and material handling system with one automated guided vehicle (AGV) which can carry one pallet at a time. The system produces three different part types, A, B and C. It is assumed that it takes 3 minutes to load and unload a part on a pallet at load/unload station.
12. Conclusion
The work presented in this paper was directed towards investigating the applicability of fuzzy techniques as a decision aid in the short-term control of flexible manufacturing systems. For this purpose a flexible manufacturing system for three jobs composed of four machines, one AGV, one load and one unload station and with routings and arrivals with fixed statistical characteristics was considered. A fuzzy scheduler for job sequencing and routing was developed. This scheduler uses fuzzy logic systems as well as fuzzy multiple attribute decision-making techniques. The thesis was done to increase performance by using fuzzy techniques and also in giving a systematic design procedure (lacking in the literature) that takes into account multiple objectives and needs no interface with linguistic directions from human experts (e.g., management).
In this research, hypothetical data are used to determine the job priority and routing. But, it would be more appropriate if actual data from a production system are used. Again, only job priority and routing are taken into account, some other criteria's can also be Volume XII Issue V Version I added. Several parameters are used to design the problem, but, yet there may be other parameters which can be added to make the model more accurate. Here, triangular membership functions were used. There are some other membership functions which could give different results. All possible rules are taken, but if more parameters were added, number of the rules would have been increased. All this changes may lead the model to better results.


| Processing Time | Small | Profit Over Cost Medium | High | Due Date | |
| Small | HI | PH | MX | Small | |
| Medium | PA | HI | PH | Medium | |
| High | AV | PA | HI | High | |
| Small | AV | HI | PH | Small | |
| Medium | LO | NA | NA | Medium | |
| High | NL | NA | PA | High | |
| Small | NA | NA | NH | Small | |
| Medium | NL | NA | AV | Medium | |
| High | MN | NL | NA | High | |
| The job priority criteria now used to derive fuzzy | 27 If (Processing Time is High) and (Profit over Cost | ||||
| inference rules shown as an example : | is High) and (Due date is High) then (Priority is | ||||
| 1. If (Processing Time is Small) and (Profit over Cost | Negative Negative Average) | ||||
| is Small) and (Due date is Small) then (Priority is | |||||
| High) | |||||
| 2. If (Processing Time is Small) and (Profit over Cost | |||||
| is Medium) and (Due date is Small) then (Priority | |||||
| is Positive High) | |||||
| ........ | |||||
| ?? | |||||
| 37 |
| ( A ) |
| Global Journal of Researches in Engineering |
| Job Name | Processing Time (Minute) | Profit over Cost (Tk) | Due Date (Day) |
| A | 17 | 6500 | 4 |
| B | 19 | 6000 | 1 |
| C | 8 | 4000 | 2 |
| Job Name | Priority | Normalized Priority |
| A | 0.375 | 0.223 |
| B | 0.708 | 0.422 |
| C | 0.593 | 0.355 |
| A Fuzzy-Multicritaria Based Approach for Job Sequencing and Routing In Flexible Manufacturing System | ||||
| (Fms) | ||||
| .......... | ||||
| ear 2012 | ||||
| Y | ||||
| 38 | ||||
| ( A ) | ||||
| Global Journal of Researches in Engineering | Machine 1 2 3 4 | Job A 6 2 7 2 | Job B 5 5 3 8 | Job C 7 1 1 2 |
| © 2012 Global Journals Inc. (US) | ||||
| Route (Machine Sequence) | Work in Queue (In minutes) | Total Processing Time | Travel Time (Including Load/Unload time) |
| 1-3-1-4 | 6 | 21 | 6.5 |
| 2-3-1-4 | 12 | 17 | 7 |
| 2-3-3-1 | 9 | 22 | 6 |
| Route (Machine Sequence) | Total Processing Time | Travel Time (Including Load/Unload time) | Work in Queue (In minutes) |
| 2-1-2-4 | 23 | 6 | 7 |
| 3-1-2-4 | 21 | 6 | 11 |
| 1-4-4-2 | 26 | 5.5 | 8 |
| Route | Priority | Normalized Priority |
| 1-3-1-4 | 0.584 | 0.387 |
| 2-3-1-4 | 0.5 | 0.331 |
| 2-3-3-1 | 0.425 | 0.282 |
| Route (Machine Sequence) | Total Processing Time | Travel Time (Including Load/Unload time) | Work in Queue (In minutes) |
| 1-3-3-2 | 10 | 5.5 | 8 |
| 1-4-3-2 | 11 | 6.5 | 6 |
| 1-2-3-4 | 11 | 5 | 9 |
| ear 2012 | |||
| Y | |||
| 39 | |||
| Route | Priority | Normalized Priority | |
| 2-1-2-4 | 0.401 | 0.328 | |
| 3-1-2-4 | 0.447 | 0.365 | |
| 1-4-4-2 | 0.375 | 0.307 | |
| ( A ) | |||
| Global Journal of Researches in Engineering | |||
| © 2012 Global Journals Inc. (US) | |||
| Route | Priority | Normalized Priority |
| 1-3-3-2 | 0.534 | 0.313 |
| 1-4-3-2 | 0.658 | 0.385 |
| 1-2-3-4 | 0.516 | 0.302 |
| Job | Route | |
| B | 3-1-2-4 | |
| C | 1-4-3-2 | |
| A | 1-3-1-4 | |
| VI. |