1. Introduction
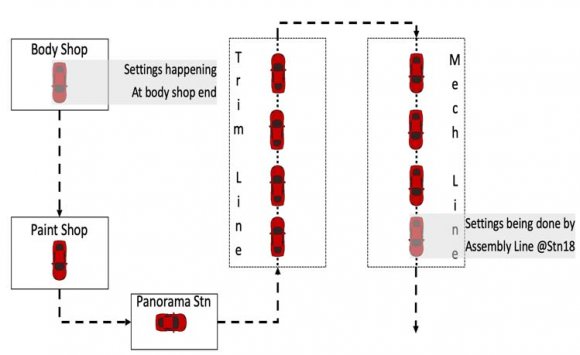
he XYZ assembly plant consisted of four major production units namely Body shop, Paint shop, Assembly line and Finish line. Body shop, Assembly line and Finish line each has a quality-check workstation at the end of their respective lines. Nonconformity of gaps and alignments, of a certain car model assembled in the plant was observed frequently. This nonconformity to standards resulted in excess rework after the quality-check of Assembly line. The workstation where these gaps and alignments were set acted as a bottleneck for the entire assembly line (because operators of this workstation were required for heavy rework frequently) which in turn affected the productivity of the entire plant. Process standardization was required along with verification of Body shop and Assembly line standards for gaps and alignments. The cause of excess variation in dimensions wastobe identified.
2. II.
3. Preliminary Analysis a) Root Cause Analysis
Defined problem was rejection of cars due to measure of gaps and alignments present not conforming with the allowed specifications. Checkpoints between 'door and fender' of the car were identified to be in the crash zone and 100% cars were affected by this problem. Location of the problem was identified to be the workstation of Assembly line where gaps and alignments were set. For future reference, the workstation will be named -Station 18.
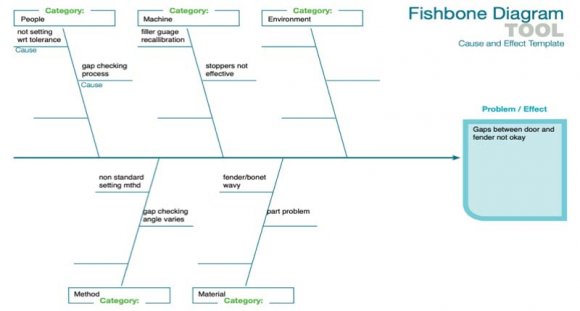
4. b) Cause Effect Diagram
The cause effect diagram revealed that the operator checking process for gaps and alignment was improper and could be a potential cause of excess variation. Another plausible cause identified was irregular recalibration of filler gauges rendering them to show incorrect values of gaps.
5. Methodology
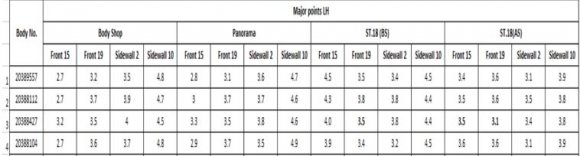
Four major tasks were implemented to tackle this issue. These tasks included identification of missing checkpoints in Body shop, collecting data for four important checkpoints at four different stages and plotting graphs. IV. On performing root cause analysis and analyzing the trends of different measurements of gaps and alignment, recommendations of gap setting at Body shop are provided. Apart from that, standardization of the process, placing skilled operators for setting gaps and revising the standards was recommended.
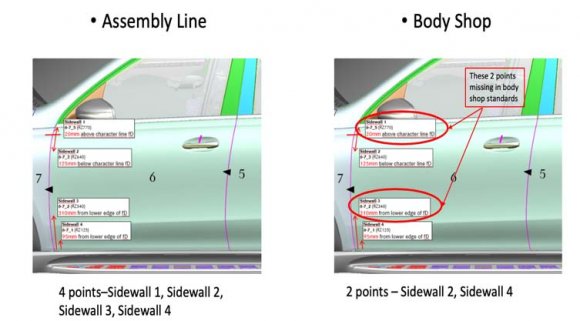
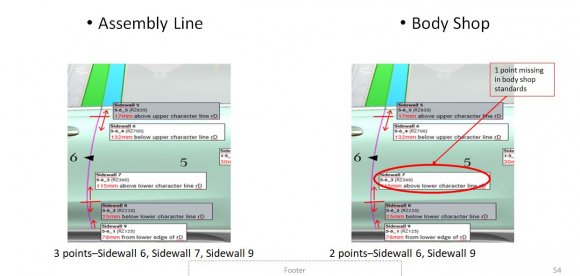
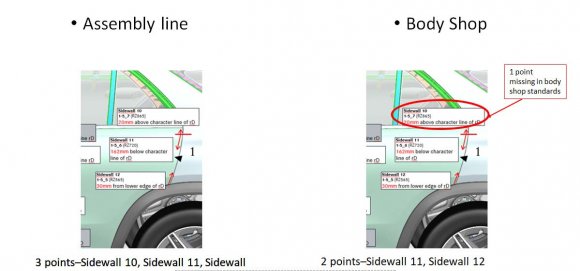
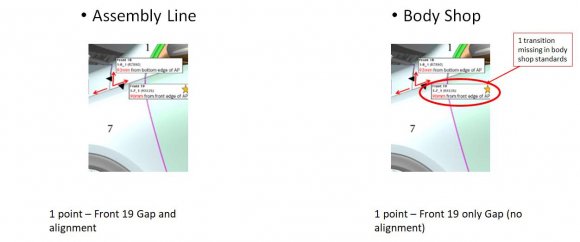
6. a) Identifying missing checkpoints for gaps and alignments
7. Results and Conclusion
Similar methodology can be implemented for other crucial gaps and alignments. Bonnet and front bumper gaps can be considered as cycle time is increased drastically if the process is not efficient and standardized. Further an electric measurement system could be used to minimize time required to take readings.

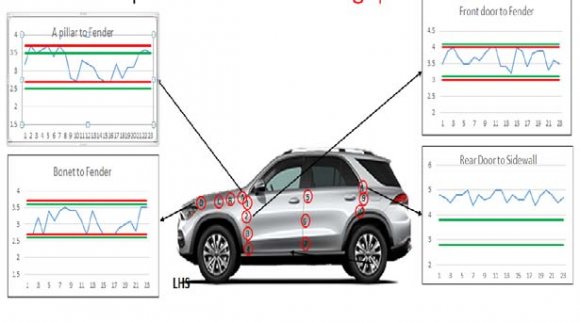
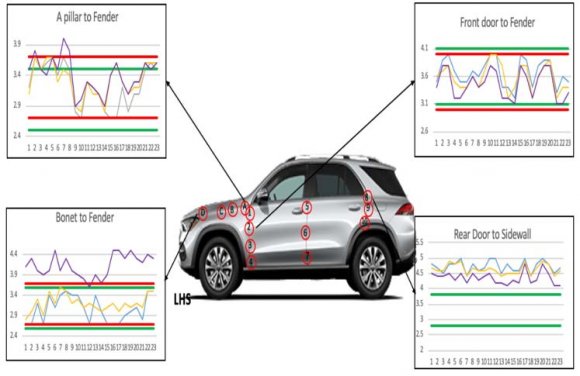
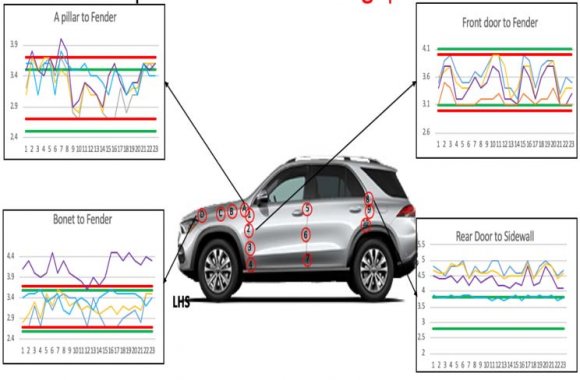
| Checkpoint | Body Shop Standards | Recommendation | Remarks |
| A pillar to Fender | 3.2+0.5 3.2-0.5 | 2.7-3.2mm | Within Body Shop Standards |
| Bonnet to Fender | 3.2+0.5 3.2-0.5 | 2.7-3.2mm | Within Body Shop Standards |
| Door to Fender | 3.5+0.5 3.5-0.5 | 3.1-3.6mm | Within Body Shop Standards |
| Rear Door to Sidewall | - | 4.0-4.5mm | Checkpoint to be added |