1. Introduction
teel has a vital role in the manufacturing industries. As per manufacturing is concerned, the material should be deformable but so far as functioning is related material must not deform during its application. For designing any mechanical component made out of steel, it is necessary to know about the working environment of the component. For maintaining the required conditions, the steel needs to be alloying, and heat treated followed by some other processes.
Case hardening of steel is used to improve the mechanical property of steel such as wear resistance without affecting the inner core. The alloying elements take care the strength of the inner core and the thermomechanical processes hardens the outer surface. There are many methods by which case hardening can be achieved; some among them are surface coatings, diffusion methods, carburising methods, applied energy methods, etc. Energy applied method which includes flame hardening, induction heating, laser surface heat treatment, and laser transformation hardening is the case hardening process used for EN36C steel.
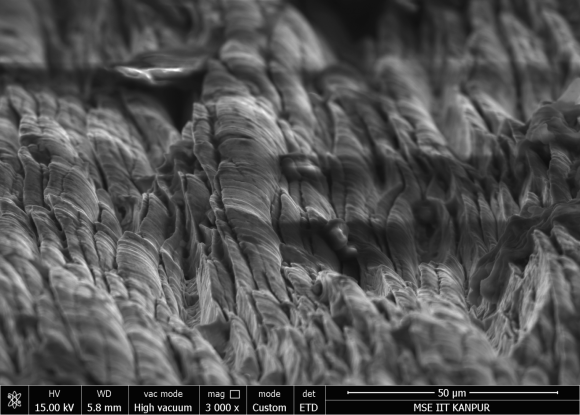
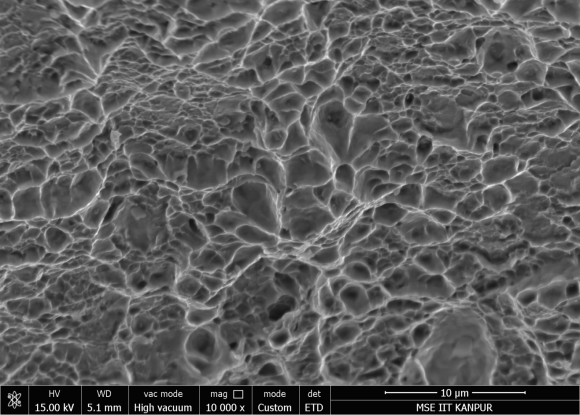
The work presented aimed at experimental investigation of the Von Mises stresses generated during dry turning of EN36C steel. The work focuses on the chip formation process which was the result of the input process parameters applied during machining. Chip formation and its thickness showed the extent of the rigorous plastic deformation of the material. The plastic deformation of material causes the generation of the Von Mises stress during machining. The generated Von Mises stress lies in the flow zone during the process of chip formation. There are many experimental ways to determine the stresses generated in the material during machining which requires some extra setup such as dynamometer installation, the force measuring sensors and many more which makes the whole machining process complex. Considering the material properties such as Strength coefficient 'K' and strain hardening exponent 'n' and the chip reduction coefficient '?' evaluation of Von Mises stress has been carried. The chips formed during machining of EN36C steel are sometimes twisted and curl with an irregular surface which creates a problem of direct measurement of its length and width. Therefore we considered the length and weight of a chip to evaluate the cut chip thickness. The weight of the chip takes care of the inaccuracies occurred for the determination of the cut chip thickness. Chips are further subjected to SEM examination and analysis continues.
2. II.
3. Literature Review
Kaushal Pratap Singh et al. [1] used Taguchi optimization technique to optimize input process parameters so to improve surface finish and material removal rate (MRR) during turning operation of EN36 steel. In the experiment, researchers adopted three levels (wet, dry, neutral) of the cutting environment with different spindle speed, feed, depth of cut, and nose radius. After performing the experiment and analysis, researchers concluded that cutting parameters effects MRR by 0.33%, 0.276%, 0.222%, 0.503% and 0.840% respectively and surface roughness by 0.105%, 0.412%, 0.261%, 0.703% and 0.447% respectively.
4. S
5. Global Journal of Researches in Engineering
6. I Version I
Manan Kulshreshtha [2] studied the effect of machining parameters over the surface roughness of EN36 steel shafts by the use of carbide and cobaltbased tool insert using CNC lathe. Types of tool insert used, spindle speed, feed rate and depth of cut are the input process parameters used. The sequence of the input parameters was generated and considered according to Central Composite Design (CCD). As a result of the experiment, feed rate contributes most and cutting speed contributes least as an input factor affecting the surface roughness. By the use of Tungsten carbide tool, 2.1 micron was the optimum surface roughness value recorded at 0.2mm DOC, 10mm/min feed rate and 1200 rpm cutting speed.
However, by machining with cobalt insert, it was observed that 2.3 micron was the optimum surface roughness value recorded at 0.2mm DOC, 15mm/min feed rate and 1200rpm cutting speed.
A.Venkata Vishnu et al. [3] used Taguchi approach to optimize the turning process parameters of EN36 alloy. By using a Taguchi robust design approach, the optimum value of the selected control parameters was found to improve the material removal rate. EN36 steel in annealed condition was the work material, CNC machine with three types of tool inserts (Uncoated, PVD coated (TiAlN), CVD coated (CVD Al The result obtained that MRR increases with increase in cutting speed and feed rate respectively and also MRR increases till the moderate depth of cut and then decreases on increasing the depth of cut and at last MRR was maximum for the Uncoated tooltip, moderate for CVD tool and minimum for PVD coated tool.
They concluded that 100m/min cutting speed, 0.4mm/rev feed, 1 mm depth of cut were the optimum values and the uncoated tool was good for MRR.
7. III.
8. Experimental Analysis
For the assessment on machinability of EN36C steel, Von Mises stress and the chip formation mechanism are two primary factors considered. The work material is of 110 mm diameter and 400 mm length dimension. The work material is Nickel Chromium case hardened steel prepared by the thermo-mechanical process. For turning of the work material, the present work employed Tungaloy made CVD (Chemical Vapour Deposition) coated (3 to 16 µm thick) carbide grades consisting of cemented carbide substrate TiCN tool insert. The coating over the tool insert improves the hot hardness and oxidation resistance property of the tool, thus making the tool chemically stable which increases the tool life and efficiency of machining.
9. b) Selection of process parameters
The input process parameters were selected based on the values available on the lathe. After mounting the work material on the lathe, turning operation was carried out for 30 seconds for each experiment. The experiment performed results in the formation of 27 different types of chips.
10. TrueStress Vs TrueStrain
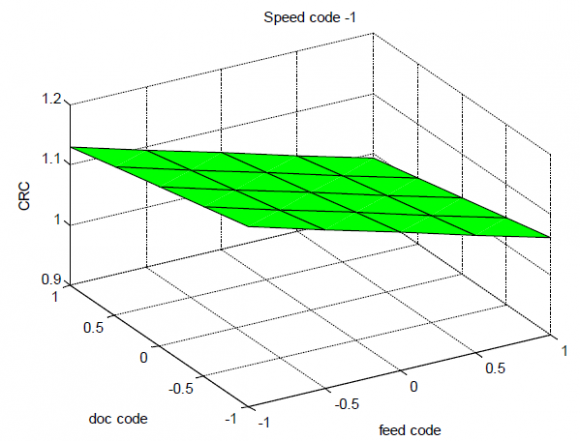
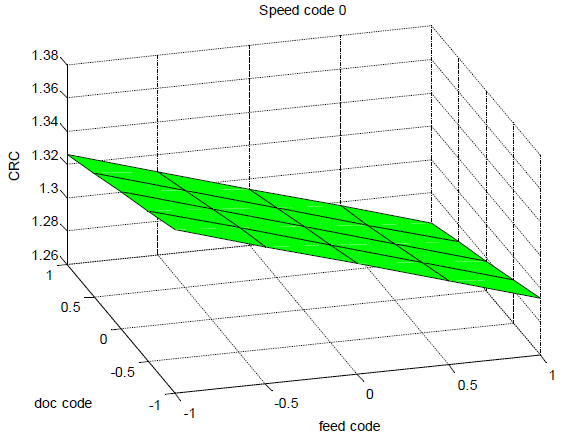
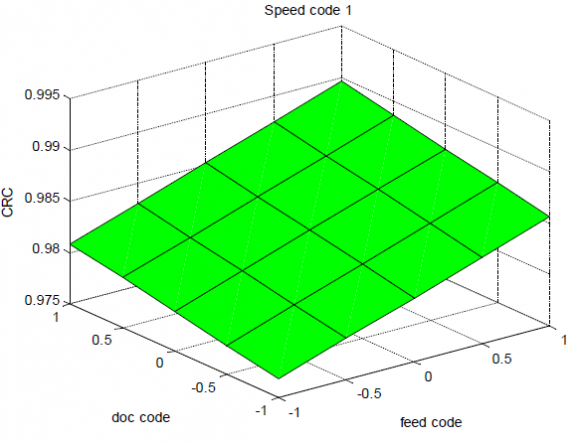
From the true stress-true strain curve points were selected which lies between the yield stress point and the ultimate stress point. Strain hardening exponent 'n' and strength coefficient 'k' values are available in the present work obtained from plotting the points of true stress-true strain curve on log-log graph paper and extrapolating the line to strain value 1. Value of 'K' is the value of true stress at true strain equals to 1 on the loglog graph (Fig. 4). b CRC = 1.3334 -0.0561x 1 -0.0322x 2 -0.0163x 3 -0.2708x 1 2 + 0.1474x 2 2 + 0.0563x 3 2 + 0.0366x 1 x 2 + 0.0183x 1 x 3 -0.0093x 2 x 3 (eq. i)
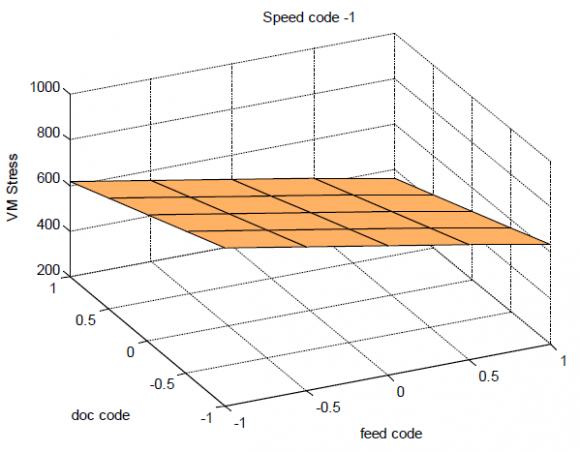
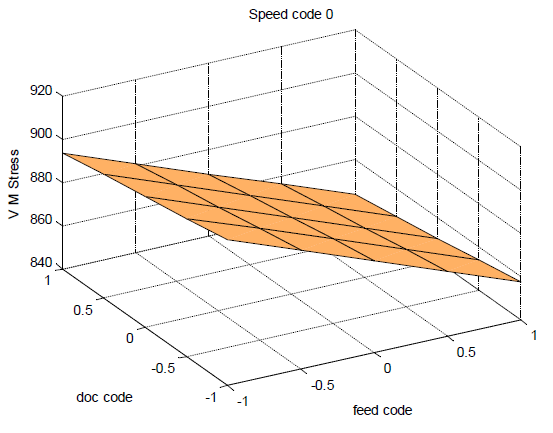
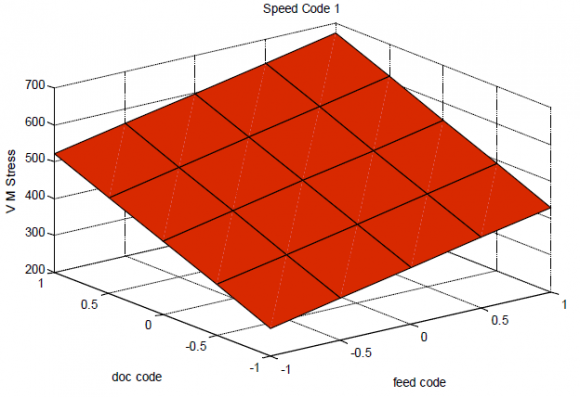
b VMS = 1810.7 -76.2x 1 -25.1x 2 -7x 3 -324x 1 2 + 265.7x 2 2 + 157.9x 3 2 + 101.5x 1 x 2 + 129.5x 1 x 3 -374x 2 x 3 (eq. ii)
Where, x 1 = Speed.
x 2 = Feed.
x 3 = Depth of cut. engineering lab of NIT Silchar, SEM lab and material testing lab of IIT Kanpur to conduct different experiments related to this project and to all other people who helped in success of this work.




| %Fe | %C | %Mn | %Si | %P | %Cr | %Mo | %Ni | %Al | %S |
| Balanced | 0.159 | 0.386 | 0.182 | 0.0164 | 0.820 | 0.131 | 3.10 | 0.0182 | 0.0199 |
| The present work employed gear driven central | |||||||||
| lathe for turning the workpiece. Spindle speed range of | |||||||||
| 45 rpm to 1000 rpm, and feed a range of 0.06mm/rev to | |||||||||
| 1.72 mm/rev are values available in the central lathe. | |||||||||
| Factors | Level 1 | Level 2 | Level 3 |
| Coding | -1 | 0 | 1 |
| Speed (m/min) | 36 | 60 | 100 |
| Feed (mm/rev) | 0.49 | 0.63 | 0.86 |
| DOC (mm) | 0.67 | 1 | 1.5 |
| S. No. | Velocity Code | Feed Code | DOC Code | V (m/min.) | f (mm/rev) | d (mm) |