1. Introduction
hat is maintenance and why is it performed? Past and current maintenance practices in both the private and government sectors would imply that maintenance is the actions associated with equipment repair after it is broken. The dictionary defines maintenance as follows: "the work of keeping something in proper condition; upkeep." This would imply that maintenance should be actions taken to prevent a device or component from failing or to repair normal equipment degradation experienced with the operation of the device to keep it in proper working order. Unfortunately, data obtained in many studies over the past decade indicates that most private and government facilities do not expend the necessary resources to maintain equipment in proper working order. Rather, they wait for equipment failure to occur and then take whatever actions are necessary to repair or replace the equipment. Nothing lasts forever and all equipment has associated with it some predefined life expectancy or operational life.
The need for maintenance is predicated on actual or impending failure -ideally, maintenance is performed to keep equipment and systems running efficiently for at least design life of the component(s). As such, the practical operation of a component is timebased function. If one were to graph the failure rate a component population versus time, it is likely the graph would take the "bathtub" shape shown in Figure 1.1.1.
In the figure the Y axis represents the failure rate and the X axis is time. From its shape, the curve can be divided into three distinct: infant mortality, useful life, and wearout periods. The maintenance is mainly two types and they are planned and unplanned maintenances. And these two types of maintenance are divided into some other types of maintenance.
Planned maintenance: It is an organized maintenance work carried out as per recorded procedures having control.
Breakdown maintenance: It is an emergency based policy in which the plant or equipment is operated until it fails and then it is brought back into running condition by repair. The maintenance staff locate any mechanical, electrical or any other fault tor correct it immediately.
Corrective maintenance: It is a maintenance task performed to identify, isolate, and rectify a fault so that the failed equipment, machine, or system can be restored to an operational condition within the tolerances or limits established for in-service operations.
Routine maintenance: It refers to maintenance work that is normally planned for, and performed on a routine basis. Most of the time, routine maintenance can be, and is frequently, carried out without locking out a machine. It involves minor jobs such as cleaning, lubrication, inspection and minor adjustment. It needs very little investment in time and money.
Preventive maintenance: Actions performed on a timeor machine-run-based schedule that detect, preclude, or mitigate degradation of a component or system with the aim of sustaining.
2. b) Benefits of Maintenance
? Increase functional reliability of production facilities.
? Enables product and service quality to be achieved through correctly adjusted, serviced and operated equipment. ? Maximize the useful life of the equipment.
? Minimize the total production or operating costs directly attributed to equipment service and repair. ? Minimize the frequency of interruptions to production by reducing breakdowns. ? Maximize the production capacity from the given equipment resources. ? Enhance the safety of manpower.
3. II.
4. Problem Statement
Holcim Bangladesh ltd. is one of the leading cement manufacturing companies in Bangladesh. They have a number of heavy machines these machines are subject to maintenance according to traditional approach. The used traditional maintenance is actually scheduled maintenance and due to this practice a lot of problem occurs. Loss of production, repair and replacement cost, low productivity, long lead time and low reliability of plant machineries result from this type of maintenance.
Due to production loss productivity decreases and which results in the decrease of profitability. Repair/Replacement cost is required to restore the equipment in functioning condition. Since equipments are subject to breakdown then the reliability of the equipments to remain in functioning condition is low. Lower reliability and loss of production lead to take longer lead time of delivery. Moreover bottlenecking and more work in process inventory occur due to this practice.
In Holcim Bangladesh ltd. the total activity is divided into three stages and they are the unloading system, cement production system and packing and delivery system. In these three stages there are many machines required. The machines in these three systems are Hydraulic crane, Belt conveyor, pay loader, motor 1000kw and packer machines. Most of the machines are consisted of different number of Gear motor 7.5kw. All the failures happen in the industry are more often failure of this motor. So here we have chosen to this motor in our calculation.
Maintenance practice is required to overcome above problems which removes loss of production, increase reliability of the equipment, decreases repair/replacement costs and leads the company towards success. Planned maintenance practice is one of those practices which can overcome above problems.
5. a) Objectives
The objectives of this paper is ? To investigate the economic advantages in implementing appropriate replacement process of equipment with physical impairment,
? To find out an optimal preventive maintenance interval based on the cost.
6. III.
7. Theoretical Background a) Optimal replacement policy for equipment whose operating cost increases with use (finite time horizon). (A.K.S JARDINE) i. Construction of model
? I = age of the equipment (in years) since last replaced with n periods of time to go until the end of production plan.
? J = age of the equipment (in years) since last replaced with (n-1) periods of time to go to the end of production plan.
? C(a) = operating cost (in Taka) for one period when the equipment is of age 'a' since last replaced at the start of the operating period. ii. Construction of model
? ?? ?? is the cost of a preventive replacement.
? ?? ð??"ð??" is the cost of a failure replacement .
? ð??"ð??"(??) is the probability density function of the equipment's failure times.
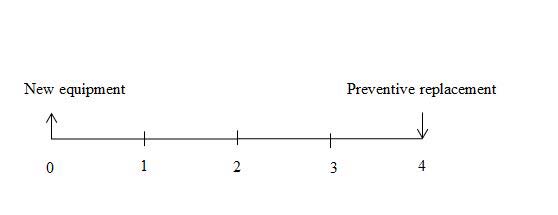
? The replacement policy is to perform preventive replacements at constant intervals of length ?? ?? , irrespective of the age of the equipment, and failure replacements occurs as many times as required in interval (0, ?? ?? ).
? The objective is to determine the optimal interval between preventive replacements to minimize the total expected replacement cost per unit time.
The total expected cost per unit time, for preventive replacement at time?? ?? , denoted by ??(?? ?? ) is The objective of this policy is to perform replacements in such a way that the total cost of operating & replacing the motor over next 3 years is minimized having age I=1 years at the start.
??(?? ?? ) = ?????????? ????????????????8. Data Analysis and Calculation
Under this policy the relevant data are considered as follows-Age of motor since last replaced, a in years
0 1 2 3Operating cost* for one period C(a) in Tk. The cost of operating a motor in a year = 54000*8 = 432000 Tk. per year This is taken to be the electricity bill for the first year of operation.
Hence, total operating cost:
For First year, operating cost = 432000 +5760 = 437670 Tk.
9. Similarly,
Taking different values of the per unit rate for 2 nd , 3 rd & 4 th year i.e. 9 Tk., 10Tk. & 11 Tk. respectively, the total cost can be calculated as above-For second year, operating cost = (54000*9) + 6720 = 492720 Tk.
For third year, operating cost = (54000*10) + 7200 = 547200 Tk.
For fourth year, operating cost = (54000*11) + 8160 = 602160 Tk.
10. c) Calculation
Cost matrix For 0 year to go, f 0 (I) = 0 for all possible values of I. For 1 year to go,
J I 0 1 2 3 0 ? 4,37,670 ? ? 1 ? 5,f 1 (0) = min j [ C(0,J) ] = min ? ? ? ? ? ? ? ? ? ? ? ? ) 3 , 0 ( ) 2 , 0 ( ) 1 , 0 ( ) 0 , 0 ( C C C C = min ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 4,37,670 f 1 (1) = min j [ C(1,J) ] = min ? ? ? ? ? ? ? ? ? ? ? ? ) 3 , 1 ( ) 2 , 1 ( ) 1 , 1 ( ) 0 , 1 ( C C C C = min ? ? ? ? ? ? ? ? ? ? ? ? ? ? 4,92,72011. 5,87,670
Similarly for I = 2, 3 the values of f 1 (2), f 1 (3) can be determined & can be computed and shown in a table as below-Table 1 : For 1 year to go I (year)
0 1 2 3 J (year) 1 2 3 1Action to take at start of period For 2 years to go,
C C C R f 1 (I)f 2 (I) = min j [ C(I,J) + f 1 (J) ] When I =0, f 2 (0) = min j [ C(0,J) + f 1 (J) ] = min ( ) ( ) ( ) ( ) ? ? ? ? ? ? ? ? ? ? ? ? + + + + 3 ) 3 , 0( 2 ) 2 , 0 ( 1 ) 1 , 0 ( 0 ) 0 , 0 ( 1 1 11 f C f C f C f C = min ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 930390In similar process as used for table 1, tables can be made for 2, 3 and 4 years to go-Table 2 : For 2 years to go I (year)
0 1 2 3 J (year) 1 2 1 1Action to take at start of period Action to take at start of period
C C R R f 2 (I)C C R & C R f 3 (I)C = continue & R = replaceThe replacement policy can be summarized as below-Periods to go (year) For t p = 1 month, For t p = 5 months, V.
H (1) = [1+ H (0)] ? 1 0 ) ( dt t f = ? 1 0 ) ( dt t f = ?(-5.25) -?(-4.43) = 0 C (1) = 17000 +41167 ×0 1 =17000 Tk. For t p = 2 months, H (2) = [1+H (1)] ? 1 0 ) ( dt t f +[1+H(0)] ? 2 1 ) ( dt t f = [1+0]×0+[?(-3.49)-?(-4.43)] = 0+ [3.6 × 10 ?4 -0] = 3.6 × 10 ?4 C (2) = 17000 +41167 ×3.6×10 ?4 2 = 8507 Tk. For t p = 3 months, H (3) = [1+H (2)] ? 1 0 ) ( dt t f +[1+H(1)] ? 2 1 ) ( dt t f + [1+H(0)] ? 3 2 ) ( dt t f = 1.00036×0 +1×.00036+ [?(-2.(4) = [1+H (3)] ? 1 0 ) ( dt t f +[1+H(2)] ? 2 1 ) ( dt t f + [1+H(1)] ? 3 2 ) ( dt t f + [1+H(0)] ?4H(5) = [1+H(4)] ? 1 0 ) ( dt t f +[1+H(3)] ? 2 1 ) ( dt t f + [1+H(2)] ? 3 2 ) ( dt t f + [1+H(1)] ? 4 3 ) ( dt t f +[1+H(0)] ?512. Limitations
The thesis activity performed here is not out of limitations. The identified limitations are: ? The research is based on history data and not on real time data. ? The research is made up with failure data not failure modes. ? The mathematical formulations did not take into account the time it requires to perform preventive replacements because the model assumed that time to be very short, compared to the mean time between replacements. ? The calculated value of mean ( ?? ) is not 100% accurate because of lack of the data of failure occurs. ? For these type of model application, it is necessary to know the characteristics of the machines over a long operating time i.e. performance of machine, number of failure occur during operating etc. ? The model of replacement decisions are developed by A. K. S. Jardine in separate conditions but this thing is neglected in this thesis.
13. VI.
14. Conclusion
From the above model machine will be replaced after 2 years since the age of machine is 1. And the total cost of replacement and operation to the three years would be 15, 73,110 Tk.
According to the above method the optimal preventive replacement is to perform at 4 months interval.
VII.
15. Recommendations
The following recommendations are forwarded for the industry and related Bangladeshi industries that are executing maintenance work in their regular activity ? Replacement or repair cost, benefit from operating the equipment, labor cost etc. should be collected with high degree of accuracy. ? Statistical analysis of the data should be done frequently. ? Proper documentation of each activity should be kept.

![C r = cost of replacement (in Taka). ? C(I,J) = total cost (in Taka) of starting with the equipment of age I at the start of a period & having the equipment of age J at the end of the year. ? C n (I) = total cost (in Taka) of operating & replacing the equipment over next n years having age I at the start = [ C(I,J) + f n-1 (J) ] f n (I) = minimum value of C n (I) = min j [ C(I,J) + f n-1 (J) ] Where, f n-1 (J) = cost of best decision taken over the remaining (n-1) years. b) Optimal interval between preventive replacements of equipment subject to breakdown.(A.K.S JARDINE)](https://engineeringresearch.org/index.php/GJRE/article/download/1261/version/101347/5-A-Thesis-Report-on-the-Application_html/28835/image-3.png)
| Year 2014 | ||||
| J | ||||
| Machine name | No of failure | Total repair time | Total failure | Data collection time |
| (1year) | (min/hours)(in 1 yr) | cost (1 year ) | ||
| Gear Motor (7.5KW) | 02 | 45 hrs | 20000 | (15/01/2011-15/01/2012) |
| Hydraulic Crane | 03 | 24 hrs | 50-100K | (15/01/2011-15/01/2012) |
| Chain Conveyor | 04 | 32 hrs | 100-500K | (15/01/2011-15/01/2012) |
| Bucket Elevator | 02 | 40 hrs | 50-100K | (15/01/2011-15/02/2012) |
| Water Pump | 02 | 20 hrs | 10-20K | (15/01/2011-15/01/2012) |
| From the above chart | ||||
| For Gear Motor (7.5KW): |
| d) Optimal interval between preventive replacements of equipment subject to breakdown | ii. ?? ð??"ð??" Calculation Production loss in a month in unit = 225 bags per | |||
| Labor cost per maintenance per personnel in a month = | month (60*3.75) | i.e. continue | ||
| 16750 Tk. | Production loss in a month in taka = 22500 Tk. | |||
| Spare parts (Accessories) cost (Ball bearing / bearing | (225*100) | |||
| Sleeve) in a year = 3000 Tk. (1500*2) | ?? ð??"ð??" = Preventive maintenance cost + Failure | |||
| Spare parts (Accessories) cost (Ball bearing / bearing Sleeve) in a month = 250 Tk. (3000/12) | maintenance cost in a month + Production loss in a month in taka | |||
| Production rate = 30 tons (3000kg) per hour = 60 bag (3000/50) per hour | = (17000+22500+1667) Tk. i.e. continue = 41167 Tk. | |||
| Net income per bag = 100 Tk. | ?? and ?? Calculation | |||
| Failure maintenance time in a year = 45 hrs | Table : Failure analysis | |||
| Failure maintenance time in a month = 3.75 hrs (45/12) | No of failure | Failure occur at (month) | ||
| Failure maintenance cost in a year = 20000 Tk. Failure maintenance cost in a month = 1667 Tk. (20000/12) i. ?? ?? Calculation Preventive maintenance cost = 17000 Tk. (16750+250) | 1 st 2 nd 3 rd 4 th From the above chart if we calculate then we get, 4 10 16 21 ?? = 5.25 months | |||
| ?? ?? = 17000 ????. | ?? = .96 month | |||
| C = continue & R = replace | ??(?? ?? ) = | ?? ?? + ?? ð??"ð??" ??(?? ?? ) ?? ?? | ||
| i.e. continue | ||||
| J | ||||
| 3 | 2 | 1 | ||
| Decision | Continue | Replace | Continue | |
| (Table 3) | (Table 2) | (Table 1) | ||