1. Introduction
ecently, there have been two approaches in reducing automobile weight. One is by using material lighter than steel and the other is by redesigning the steel structure. Although the former seems very effective, it is very expensive so that it Author ? : Student M.E Design, D.Y.Patil college of engineering Akurdi, Pune. E-mail : [email protected] Author ? : Prof and Head, Department of Mechanical engineering, D.Y. Patil college of engineering Akurdi, Pune. E-mail : [email protected] may only be used for an expensive automobile. Therefore, the automobile industry is trying to use steel, which is not costly and recyclable. Lightweight steel can be achieved by improving the performance of the structure or adopting new manufacturing techniques. One of the efforts is the ULSAB (ultra light steel autobody) concept. ULSAB suggests three main weight reduction techniques such as hydro-forming and the tailor welded blank (TWB). In this research, the TWB technique is utilized for lightweight door design, and a design process is proposed for optimizing the automobile TWB door. In the automotive door assembly, door inner panel is divided into different thickness without reinforcement components and different thickness sheets, plates are assembled by laser welding. The use of tailored steel solutions eliminates the need for additional reinforcements and overlapping joints in the body, saving material and further reducing total weight. In this way, tailored blanks are a significant enabler to meet specified CO2 targets. Reducing the weight of a car, reduces CO2 emissions. Objective of this paper is Low cost door design for developing countries India, Srilanka, South Africa without compromising any performance and regulatory requirements for example removing molded trim with hard pad, cost saving approximately 1400 Rs/set. Reducing the weight of door assembly by reducing number of components and by using advance technologies like tailor welded blank and high strength material. Existing design has a water leakage problem from the assembly of inner door panel and seal because of different thickness of inner panel. The parts which are newly designed or modified are designed on the basis of space constrained. The main constrained is that avoids as much as modification in the machined parts.
2. II.
Exsisting Inner Door Panel Design Inner door panel is a component which is use for strengthening the door assembly and it is one of the most important components on witch all accessories are mount like hinges, glass guide channel. Front door sill, window winding regulator, hard pad, molded trim, latch etc. Front door inner panel is use for sealing purpose when the primary sill is mounted on this. The weight of Door inner panel is near about 7to8kg depends upon its material and its thickness. The possible method is the integration method. In the integration method, the part is stamped out of a single blank. This reduces the number of tools needed; the assembly cost, and eliminates any fit ability problem. However, the design engineer is forced to work with same grade, thickness, and corrosion resistance throughout the entire part. Since the most demanding of all these conditions must be satisfied for the entire blank, this would increase the cost and weight of the part In this paper we are going to reduce weight of a front door assembly by using tailor welded blank concept for front door inner panel and using less thickness high strength material and reducing cost by replacing molded trim with hard pad in front door assembly and saving 1400 Rs/set. a) Methods of preparing inner door panel 1. In current automotive stamping technology, there are two basic paths that can be followed to arrive at the final inner door panel. The first method is part disintegration or part separation. In this technique, each different section of the blank is stamped separately and then spot welded together in the shape of the final part. This method has numerous advantages such as the ability to select the specific properties, i.e. the strength, thickness, corrosion resistance, etc. of each area of the blank. This method also gives a higher yield ratio of materialused.
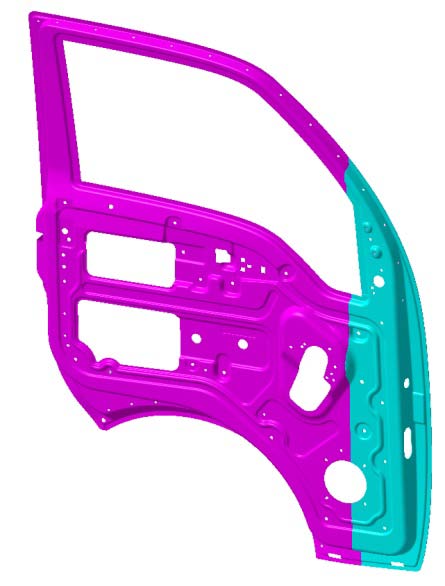
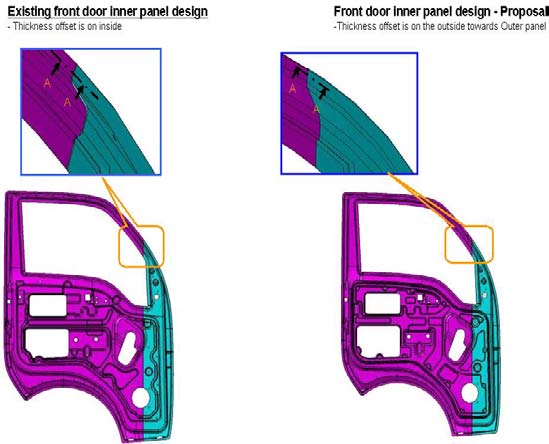
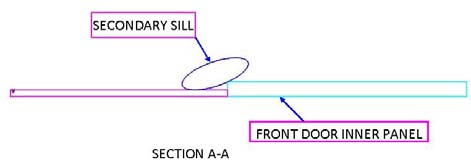
number of tools needed; the assembly cost, and eliminates any fit ability problem. However, the design engineer is forced to work with same grade, thickness, and corrosion resistance throughout the entire part. Since the most demanding of all these conditions must be satisfied for the entire blank, this would increase the cost and weight of the part significantly. Tailor Welded Blanks are made from individual steel sheets of different thickness, strength and coating which are joined together by laser welding. When we design inner door panel with tailor welded blank in witch some portion of a panel having different thickness and other is different. In our case some portion of door inner panel is 0.7mm thick shown below with pink color and another is 1.2mm thick shown below with sky color. There is a 0.5mm gap between these two thicknesses and this is the reason that water is leakage between door inner panel and secondary sill in shower test. Below figures gives the idea of existing and new coditions.
3. Forming Analysis
The technique of sheet metal forming analysis requires non-contact optical 3D deformation measuring system. The system analyzes, calculates and documents deformations of sheet metal parts, for example. It provides the 3D coordinates of the component's surface as well as the distribution of major and minor strain on the surface and the material thickness reduction. In the Forming Limit Diagram, the measured deformations are compared to the material characteristics. The system supports optimization processes in sheet metal forming by means of; Fast detection of critical deformation areas, Solving complex forming problems. The optical forming analysis with forming analysis system provides for precise and fast measurement of small and large components using a high scanning density. Forming analysis system operates independently of the material. It can analyze components made from flat blanks, tubes or other components manufactured by an internal high pressure forming process (Hydro forming). The Forming limit curve is used in sheet metal forming for predicting forming behavior of sheet metal. The diagram attempts to provide a graphical description of material failure tests, In order to determine whether a given region has failed, a mechanical test is performed. The mechanical test is performed by placing a circular mark on the work piece prior to deformation, and then measuring the post-deformation ellipse that is generated from the action on this circle.
4. V. Cae Analysis
To evaluate the stiffness and sag performance of the front door for both existing and hard pad. Different stiffness's considered for front door assemblies are. The objective of this analysis is to predict the vertical sag behavior of the front door assembly of CUB (Goods Carrier). As per the procedure, there should not be a permanent set exceeding 1 mm and maximum latch point deflection (elastic) should not be more than 10 mm. At the latch point under two conditions
5. Conclusion
In this paper we design new front door assembly components with tailor welded blank technology for reducing weight and cost of door assembly. Tailor-welded blanks allow combining different strengths of steel in one part without adding complications at the joints. Weight of a door assembly is reducing by 0.4 kg, by reducing weight of a door inner panel by using less thickness high strength material, reduce cost by replacing molded trim with hard pad. We are successfully solved water leakage problem by modeling front door inner panel correctly.



| Grade St 35E Grade St 40E | ||
| % Carbon | 30 PPM max 30 PPM max | |
| % Mangnese 0.35-0.45 | 0.35-0.45 | |
| %Sulphur | 0.010 max | 0.010 max |
| %Phosphorus 0.06 max | 0.06 max | |
| % Silicon | 0.015 max | 0.015 max |
| % Alumini | 0.02 -0.04 | 0.02 -0.04 |
| % Titanium | 0.015-0.025 | 0.015-0.025 |
| % Niobium | 0.035-0.045 | 0.035-0.045 |
| % Boron | 5-10 PPM | 5-10 PPM |
| Grade St 35E | Grade St 40E | |
| Yield | 180-220 MPa | 230-270 MPa |
| Strength | ||
| Tensile | 345 -386 MPa | 390 MPa min |
| Strength | ||
| % Elongation 35 min | 34% min | |
| R | 1.6 -1.9 | 1.5 -1.9 |
| N | 0.21 -0.24 | 0.20 -0.24 |
| III. Design Of New Door Inner Panel For | ||
| Reducing Cost And Weight Of Front | ||
| Door Assy | ||
| 27 | ||
| Element % Carbon % Manganese %Sulphur % P | DP 590 0.08-0.12 1.1-1.6 0.004 max 0.02 max | Volume XII Issue II Version I |
| Yield Strength Tensile Strength | 350min MPa 590min MPa | ( B ) |
| % Elongation | 24 min | of Researches in Engineering |
| Global Journal |
| Location | Load Cases | Force | |||
| No | |||||
| 2 | Torsional | An inboard force 1000N is | |||
| rigidity top | applied to the door inner | ||||
| corner(top) | |||||
| 3 | Torsional | An inboard force 1000N is | |||
| rigidity bottom | applied to the door inner | ||||
| corner(bottom) | |||||
| 4 | Beltline inner | A horizontal force of 600N is | |||
| applied | to | the | beltline | ||
| reinforcement at the midpoint | |||||
| of the window opening (inner) | |||||
| 5 | Beltline outer | A horizontal force of 600N is | |||
| applied | to | the | beltline | ||
| reinforcement at the midpoint | |||||
| of the window opening (outer) | |||||